Skip to content
Latest
Health & Fitness
Home & Garden
Business & Finance
Motoring
×
5 Times When a Payday Loan Can Help You Stay Afloat
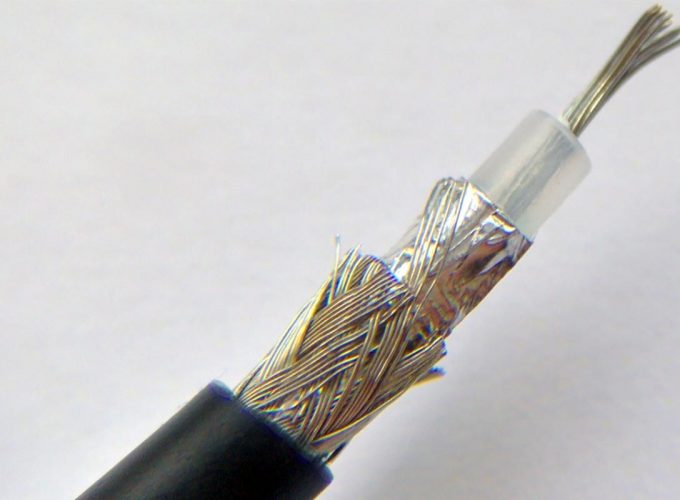
Finding The Right Coaxial Cable – Guide To RS Coaxial Cables
How to Find the Right Orthopedic Surgeon: Your Guide to Quality Care
10 Essential Tips For Choosing The Right Youth Soccer Club For Your Child
Discover the Hottest Landscaping Trends Shaping Home Gardens for 2024
How to choose the right dentist: A comprehensive guide
Securing Your Valuables: A Comprehensive Guide for Moving Jewelry and Art
3 Reasons to Wear Sunscreen Everyday
Ask the expert – When should you give your child their first mobile phone?
How to Remove Sunscreen Stains from Clothes
Huw Devonald on Conquering Heights – “My Journey in Preparing for a Hill Climb”
From source to tap: ensuring transparency in business water procurement
Posts navigation
1
2
…
82
Next
Business & Finance
Entertainment
Health & Fitness
Home & Garden
Lifestyle
Motoring
Opinion
Politics
Science & Engineering
Technology
Travel
Sport
Write for Us!
© 2024 Colliers News. |
About Us
|
Contact
|
Write for Us
|
Privacy
|
Sitemap
| Partner Blog:
Yello Pixel